
فرزکاری عملیاتی است که از آن استفاده ی فراوانی در صنعت می شود. فرزکاری با استفاده از دستگاه فرزکاری انجام می شود. تیغه های این دستگاه قادرند سطوح مختلف را پردازش کنند. از این پردازش برای ساخت قطعات مختلف اتصالات در هات تپ استفاده می شود.
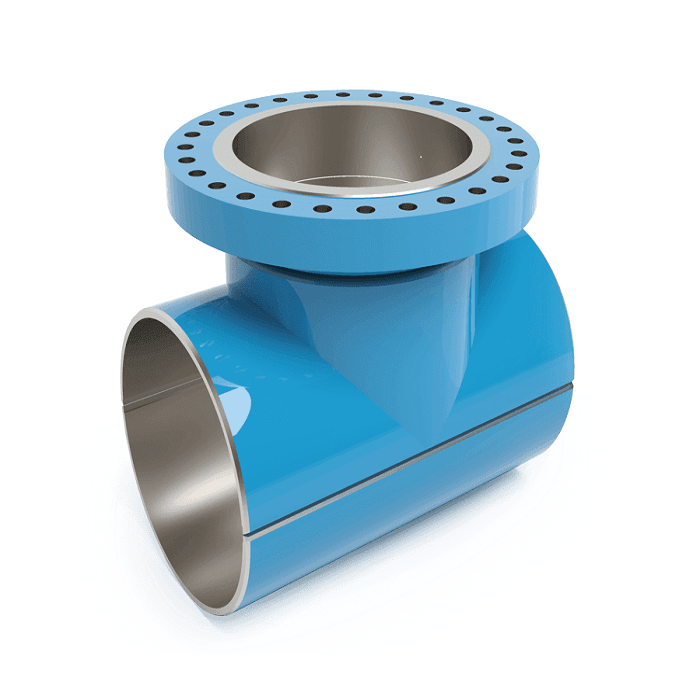
فرزکاری در ساخت اتصال اسپلیت تی
هات تپ یا کارگرم عملیاتی است که با خطوط لوله و مخازن تحت فشار در ارتباط است. این عملیات به منظور انشعاب گیری گرم از مخازن و خطوط لوله انجام می شود. خطوط لوله ی پالایشگاه ها و مجتمع های پتروشیمی و هم چنین مخازن ذخیره سازی هدف عملیات هات تپ هستند. با استفاده از عملیات هات تپ نیاز این مخازن یا لوله به انشعاب گیری تأمین می شود. لوله های انشعابی به مناطق و نقاط دیگری منتقل می شوند و بهره برداری از سیال درون آن ها در آن نقاط نیز انجام خواهد شد. این لوله ها یا مخازن تحت فشار هستند و بدون توقف در بهره برداری از آن ها، انشعاب گیری با هات تپ انجام خواهد شد.
اما فرزکاری در محل کارگاه هات تپ و برای سنگ زنی و پردازش اتصالات استفاده می شود. اتصالات خطوط لوله در هات تپ که بر روی خطوط یا مخازن انجام می شود کاربرد دارند. این اتصالات انشعاب گیری ایمن از لوله های تحت فشار را ممکن می سازند. اتصالات خطوط لوله معمولا از قطعات چندگانه ساخته می شوند. مثلا برای ساخت اسپلیت تی که یکی از اتصالات خط لوله است نیاز به سه قطعه ی خام داریم. دو قطعه برای پدها و دیگری برای نیپل. نیپل قسمتی از یک لوله است که برش می خورد و سایز آن با سایز لوله انشعابی یکسان است. پدها نیز در واقع قطعه ی کوچکی از لوله هستند که از قسمت طولی برش می خورند. لبه های برش خورده ی این قطعات باید کاملا صاف و پرداخت شده باشند. پردازش این قسمت ها با فرزکاری انجام می شود.
به عملیات ماشین کاری و پرداخت نهایی بر روی انواع قطعات فرزکاری می گویند. این عملیات می تواند در دو محور دورانی و خطی صورت گیرد و با این حرکات می تواند عملیات براده برداری از روی قطعات تولیدی را انجام دهد. فرزکاری با استفاده از دستگاه فرز انجام می شود. این دستگاه دارای تیغه هایی است که لبه های برنده ی متعددی دارند. در واقع فرزکاری یا سنگ زنی با استفاده از همین تیغه ها انجام می شود. این عملیات می تواند سطوح و یا لبه های برش خورده را به شکلی صاف، زویه دار و یا منحنی وار پرداخت کند.
فرزکاری به دو روش محیط تراشی و پیشانی انجام می شود. تیغه ی فرز در واقع تیغه ای است که هم در محیط آن و هم در لبه های آن هزاران تیغه ی ریزتر وجود دارد که عملیات پرداخت توسط همین تیغه ها انجام می شود. به تیغه هایی که در لبه ی سنگ فرز قرار دارند تیغه های پیشانی نیز گفته می شود. در عملیات محیط تراشی سطح مورد نظر با قرارگیری در معرض تیغه های محیطی فرزکاری می شوند. در این حالت تیغه ی فرز موازی با سطح مورد نظر عمل می کند
اما در فرزکاری پیشانی تیغه ی دستگاه فرز عمود بر سطح قطعه ی مورد نظر عمل می کند. در این حالت نه تنها تیغه های محیطی سنگ فرز، بلکه تیغه های پیشانی نیز درگیر شده و عملیات پرداخت را انجام می دهند. سطحی که از پرداخت عملیات فرز پیشانی به دست می آید، بسیار صاف تر و دقیق تر از سطح فرزکاری شده با عملیات محیط تراشی است.
در فرایند براده برداری قطعه در جای خود مستقر و ثابت است. این برخلاف عملیات تراشکاری است. در براده برداری قطعه را ثابت نگه می دارند و با استفاده از تیغه ی فرز که دارای وجوه تیغه دار است براده برداری را انجام می دهند.
در همه ی دستگاه های فرز یک محور یا اسپیندل برای چرخاندن اجزای برشی وجود دارد. مبنای چرخش تیغه فرز ماشین های فرز را به سه دسته تقسیم می کند.
ماشین های فرز دروازه ای و ماشین های فرز دارای کنترل نقشه کشی (کپی تراش)، از دیگر انواع ماشین های فرزکاری هستند. ماشین فرز کپی تراش یک قطعه را به عنوان الگو در نظر می گیرد و قطعه ای مشابه آن را تحویل می دهد.
ماشین فرز دروازه ای نیز در تولیدات صنعتی و سری تراشی مورد استفاده قرار می گیرد.
ماشین های فرز قابلیت اجرای ماشین کاری در صنایع مختلفی را دارند و به همین دلیل جزء تراشکاری آن ها به اشکال مختلفی ساخته شده است.
موارد نام برده شده در زیر انواع تیغه های فرز را معرفی می کنند:
اما در کارگاه هات تپ بیش تر برای زاویه دار کردن و هموار سازی نقاط و مسیرهای برش خورده ی قطعات اتصالات از فرزکاری استفاده می شود. بسته به نوع اتصال و قطعات آن تیغه فرزی انتخاب می شود که بهترین و متناسب ترین عملکرد را داشته باشد.
بعد از فرایند فرزکاری قطعات را با جوشکاری به هم وصل می کنند تا اتصال مونتاژ شده باشد. سپس آن را برای فرایندهایی مثل واترجت و سندبلاست آماده می کنند تا سطح کار به طور کلی صیقل داده شود. رنگ کاری و استفاده از موم بر روی اتصال در مرحله ی آخر انجام می شود. تمامی این فرایند ها بر روی اتصالات اعمال می شوند تا در نهایت سازه ای بی عیب و نقص بر روی خط لوله نصب شود. بسشتر اتصالات مورد استفاده در هات تپ فلزی و از نوع جوشی هستند. بنابراین این فرایندها می توانند در نهایت موجب افزایش عمر و مقاومت اتصال شوند. چون بیش تر این اتصالات به صورت دائم بر روی خط لوله باقی می مانند پس لازم است تا کیفیت لازم در ساخت آن ها را تضمین کنیم. فرزکاری در مراحل ابتدایی ساخت اتصالات و درست پس از فرایند هوابرش انجام می شود تا ابعاد و لبه های سازه دارای مقادیر صحیح و یکنواختی باشند.




