هات تپ گیری (Hottapping operation) از خطوط لوله یک فرایند مهندسی و کاملاً تخصصی است که انجام موفق و بدون ایراد مستلزم رعایت حجم بالایی از نکات ایمنی و فنی است. علاوه بر این هات تپ برای هر پروژه ماهیت منحصر بفرد و ویژگی های خاص خود را داراست و از این رو هر عملیات هات تپ جدید در واقع نه تکرار عملیات های پیشین، بلکه خود دارای سویه هایی محتص به خود است که در هیچ عملیات انضشعاب گرم دیگری تکرار نخواهد شد. در واقع سرشت تمامی فرایندهای عملیاتی و پروژه ای به همین نحو است که بر خلاف فرایندهای تولید سری، تکرار ناپذیرند. در کارخانجات تولیدی معمولاً ما با یک فرایند تکراری مواجهیم که در ازای تولید هر محصول جدید دقیقاً و به صورت تناظری یک به یک تکرار می شوند، اما در خصوص فرایندهای عملیاتی این امر قابل صدق نیست.
مراجع و استانداردهای رایج بین المللی مجریان عملیات هات تپ را پایش و آزمایش کلیه فرایندها و تجهیزات پیش از ورود به فاز عملیاتی توصیه می کنند اما برای این امر الزامی وجود ندارد. گرچه برای مثال با استفاده از ابزارهای تست نظیر تست فشار هیدرواستاتیکی روی اسپلیت تی این نوع قطعات را به صورت شبیه سازی شده در شرایط واقعی خط قرار داد و نسبت به عملکردشان اطمینان حاصل کرد، اما شبیه سازی فرایند هات تپ فقط در شرایطی خاص و زمانی قابل توحیه است که تجارب اندوخته شده، و استانداردها و طراحی های صورت گرفته مهندسی همچنان متغیرهایی را از محاسبات مغفول می دارند. این امر در شرایطی اتفاق می افتد که یا مجری عملیات هات تپ آگاهی و تجربه کافی و اشراف لازم بر فرایندها را نداشته و به ناچار برای ایراد یابی می بایست دستگاه و فرایند هات تپ را در شرایط شبیه سازی شده مورد پایش قرار دهد؛ و یا در مواقعی لزوم می یابد که خط لوله و سیال، و در کل عملیات هات تپ دارای پیچیدگی های منحصر بفرد و متغیرهای پیش بینی ناپذیری است که برای سنجش میزان تأثیر آنها چاره ای جز انجام عملیات به صورت آزمایشی و در شرایطی مشابه شرایط واقعی کار وجود ندارد.
مراجع و استانداردهای معتبر نظیر استاندارد جوشکاری و هات تپ روی تجهیزات زنده خط لوله، API 2201، این گونه موارد را پیش بینی کرده اند و در چنین شرایطی یا مجری هات تپ را از انجام عملیات منع کرده اند، و یا برای انجام آن ملاحظات و شرایطی ویژه و خاص را هشدار داده اند. به عبارتی انجام این قسم عملیات ها را مشروط به نظر مهندسین و با اعمال برخی تجدید نظرها امکان پذیر دانسته اند. در چنین شرایطی تیم امکان سنجی و مهندسی دست به انجام مطالعات می زند تا پی ببرد که عملیات انشعاب گرم انجام شدنی است یا نه. در صورت یافتن یک راه حل جهت انجام عملیات، از ان جا که کار باید در شرایط ویژه انجام گیرد، انجام عملیات هات تپ به صورت آزمایشی و در محیطی شبیه سازی شده و مشابه عملیات واقعی توصیه می شود.
در واقع هدف از انجام عملیات به صورت آزمایشی محک زدن دستگاه هات تپ در مواجهه با شرایط ویژه ای است که روی خط لوله اصلی قرار دارد. بنابراین شرایط آزمایش را مشابه مشخصه های خط لوله اصلی می کنیم و به این ترتیب عملیات هات تپ را مشابه با آنچه در عملیات اصلی قرار است انجام گیرد شبیه سازی می کنیم. در واقع آنچه ما را به انجام آزمایش وامی دارد الزامی است که استاندارد API 2201 مبنی بر آماده سازی و اطمینان از دستگاه هات تپ پیش از انجام عملیات مقرر کرده است. متن بند ۲-۲ از استاندارد مذکور در خصوص الزامات دستگاه هات تپ و اجزای آن برای انجام عملیات به شرح زیر است:
The seals and materials of construction of the hot tapping machine must be compatible with the contents in the piping or vessel. The material of the drill or cutter must be suitable for effective penetration of the metal of the piping or vessel being tapped. Hot tapping machines must be designed and constructed to withstand the temperatures, pressures, and mechanical stress which may be imposed during their operation.
محتوای این بند به این شرح است که اتصالات و قطعات نشتی گیر و آب بند دستگاه هات تپ باید قادر به مقاومت در برابر محتوا و سیال درون لوله یا مخزن باشند. مته راهنما و الماسه های کاتر دستگاه هات تپ باید از جنسی باشند که قادر به سوراخ کردن و برش لوله و استخراج کوپن از محفظه لوله باشند. دستگاه هات تپ و اجزای آن باید قابلیت و توانایی تحمل فشار، دمای سیال و فشار مکانیکی وارده از ناحیه عملیات هات تپ در طول فرایند را داشته باشند.
طبیعتاً این بند بخش اعظم قابلیت های لازم دستگاه هات تپ برای انجام عملیات انشعاب گرم را بیان می کند و فراهم سازی دستگاه متناسب با ابین شرایط طراحی ها و مهندسی های خاص خود را می طلبد. در صورتی که به هر دلیلی مجری عملیات نسبت به فراهم سازی الزامات مندرج در این بند دچار ابهام بود انجام عملیات به صورت آزمایشی ضروری به نظر می رسد.
فیلم زیر یک نمونه عملیات آزمایشی انشعاب گرم هات تپ را نشان می دهد. از آن جا که عملیات هات تپ ماهیتاً در فضای محصور و بسته انجام شده و مکانیزم برش لوله توسط کاتر مشهود نیست، مشاهده این فیلم جهت آشنایی با فرایند برش لوله بسیار جالب توجه است. این فیلم عملیات هات تپ به منظور ایجاد یک انشعاب ۱۲ اینچی روی لوله ۲۰ اینچی را نشان می دهد. البته آزمایش در واقع برای انجام عملیات لاین استاپ یا انسداد خط صورت می گیرد اما این فیلم صرفاً عملیات هات تپ را نشان می دهد.
بار دیگر تاکید می شود که فیلم هات تپ مذکور در شرایط آزمایشگاهی گرفته شده است و موقعیت کار به نحوی است که لوله فاقد سیال است. در این شرایط خنک کاری محل برش به صورت دستی انجام می شود؛ خنک کاری در هات تپ امری الزامی است چرا که در نتیجه فرایند برش و اصطکاک ناشی از آن گرمای زیادی ایجاد می شود که مستعد آسیب رساندن به لوله و کاتر دستگاه هات تپ خوهاد بود. این امر خصوصاً رد فاز عملیاتی از اهمیت بیشتری برخوردار است چرا که سیالات معمولا حاوی مواد قابل اشتعال هستند و می توانند از حرارت برای ایحاد هطراتی نظیر اشتعال و انفجار بهره ببرند. اما باید توجه داشت که در فاز عملیاتی جریان سیال درون لوله خود نقش خنک کننده ناحیه برش را ایفا می کند و از این رو باید نسبت به این نکته اهتمام ویژه داشت که هات تپ تحت حداقل فشاری از سیال امکان پذیر است. اگر فشار سیال کمتر از این میزان بود باید از هات تپ اجتناب کرد چرا که ضریب خطر و ریسک آن بالا خواهد رفت. در فیلم هات تپ مذکور نیز چنان که اشاره شد خنک کاری به صورت دستی انجام می شود تا آسیبی به دستگاه و لوله وارد نشود.
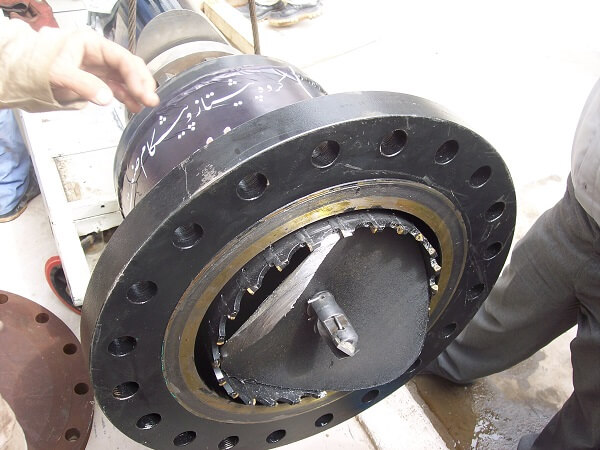
عملیات برش لوله توسط دستگاه هات تپ شامل دو مرحله می باشد؛ در مرحله اول نقطه میانی آن بخش از لوله که می بایست بریده شود توسط مته راهنما سوراخکاری شده و به این ترتیب دستگاه هات تپ و علی الخصوص کاتر این دستگاه در محل انجام عملیات تثبیت می شود. به این ترتیب کاتر حین دوران و پیشروی به سمت لوله دچار نوسان و لنگی نخواهد شد چرا که مرکز آن تثبیت شده و از این به بعد چرخش کاتر دقیقا حول مته انجام می شود. مرحله دوم نیز برش لوله توسط کاتر دستگاه است که ضمن پیشروی کاتر به انجام می رسد. کاتر آن قدر پیشروی می کند تا یک دایره کامل به سایز مورد نظر برای انشعاب گیری سرتاسر از لوله بریده می شود و به این ترتیب انشعاب گرفته می شود. پس از اتمام عملیات کاتر عقب نشینی کرده وانشعاب جدید برای بهره برداری آماده می شود.
همان طور که از تصاویر فیلم نیز بر می آید، ابتدا مته راهنما با لوله درگیر می شود و ضمن دوران و پیشروی لوله را سوراخ می کند. باید توجه داشت فرایند باردهی به دستگاه هات تپ با توجه به جنس و ضخامت لوله متفاوت می باشد. در مواقعی که لوله از جنس سخت می باشد به منظور ممانعت از خوردگی یا بروز آسیب بر مته راهنما و کاتر، پیشروی بسیار آهسته انجام می شود. اما در خصوص فلزات با آلیاژهای نرم تر می توان روند پیشروی را سریع تر کرد. میزان پیشروی همچنین به سیال درون لوله نیز بستگی دارد؛ در صورتی که سیال داخل لوله قابل احتراق باشد طبیعتاً فرایند باردهی به شفت دستگاه باید کندتر و آرام تر پیش رود چرا که سوراخکاری و برش لوله به خودی خود تولید حرارت می کند، و در صورتی که حرارت تولید شده سیال درون لوله را تحریک کند با خطراتی نظیر اشتعال و انفجار مواجه خواهیم بود. علاوه بر این دمای سیال نیز برای لحاظ کردن فاکتور سرعت پیشروی بسیار حائز اهمیت است؛ در صورتی که دما بالا باشد حتی الامکان باید پیشروی با سرعت کمتری به پیش برود. فشار سیال نیز در این مورد نقش کلیدی دارد، غالبا تصور می شود که جریان شدید سیال باعث مشکل تر شدن کار هات تپ می شود؛ گرچه فشار بالای سیال روند کاری را سخت تر می کند و فشار مکانیکی وارده به دستگاه و اجزاء آن حین عملیات افزایش می یابد، اما فشار پایین سیال برای هات تپ خطرناک تر است. استانداردها حداقل میزان فشاری را برای مجاز خواندن کار هات تپ در نظر می گیرند و انجام عملیات در فشارهای پایین تر از آن را مشروط به برقرار شدن یک سری شرایط و ضوابط می کنند.
در هر صورت مته راهنما ضمن پیشروی جایگاه خود را تثبیت می کند و روند پیشروی تا جایی ادامه می یابد که کاتر با لوله درگیر شود. از این مرحله عملیات اصلی یعنی برش لوله با سایز انشعابی مورد نظر توسط کاتر دستگاه هات تپ آغاز می شود. تصاویر فیلم به خوبی عملیات برش و پیشروی کاتر را نشان می دهد. در این فرایند کاتر به میزان مورد نیاز برای برش تمام جداره لوله به سایز انشعابی پیشروی می کند و پس از اتمام فرایند به عقب باز می گردد تا کوپن بریده شده به همراه دستگاه هات تپ از مجموعه خارج شود. لازم به ذکر است برآورد میزان پیشروی کاتر درون لوله مستلزم انجام محاسبات است. البته در این عملیات آزمایشی از آن جا که کار در محیطی باز و قابل رؤیت انجام می شود می توان لحظه اتمام فرایند برش لوله را به صورت چشمی ملاحظه کرد، اما در عملیات های واقعی این گونه نخواهد بود و فرایند اجرایی در دیدرس ما نیست که بتوانیم زمان اتمام برش را مشاهده کنیم. در این صورت می بایست بر حسب دو متغیر ضخامت لوله و سایز لوله اصلی، بنا به سایز انشعابی که گرفته خواهد شد میزان پیشروی لازم برای اتمام فرایند برش را محاسبه کنیم. این محاسبه از آن رو ضروری است که اگر بدون داشتن اطلاع دقیق از این میزان دست به عملیات برشکاری بزنیم، ممکن است در نتیجه براورد غلط پیشروی و برش لوله را به اتمام نرسانیم و دستگاه را به عقب باز گردانیم. در مواد متعددی، پیش آمده است که اپراتور صرفاً بر حسب تجربه و بمحض احساس کم شدن فشار باردهی به شفت، این تصور به ذهنش خطور کرده است که عملیات به اتمام رسیده است و از این رو دستگاه را به عقب رانده است. لذا تنها پس از باز کردن دستگاه متوجه این قضیه شده است که برش به صورت کامل انجام نشده است. در صورتی که مجری هات تپ دارای تخصص و تبحر کافی نباشد حتی ممکن است با این تصور که برش تمام شده و کوپن به درون لوله افتاده است عملیات هات تپ گیری را تمام شده تلقی کند، حال آن که بخش اصلی لوله که می بایست بریده می شد همچنان در محل خط باقی مانده است.

عملیات هات تپ
از سوی دیگر ممکن است این ایراد پیش بیاید که مجری هات تپ به جهت عدم محاسبه دقیق فرایند پیشروی کاتر درون لوله را حتی پس از اتمام برش کامل لوله ادامه دهد تا به جداره مقابل لوله رسیده و آن را نیز سوراخ کند. در این صورت عملیات به صورت جدی آسیب خواهد دید و خطرات و مشکلات پیش آمده از این ایراد بدون شک از حالت اول بیشتر خواهد بود، چرا که جداره مقابل لوله که بریده شده است هیچ فضای پشتیبانی جهت ممانعت از نشتی سیال ندارد و به این صورت لوله دچار نشتی خواهد شد. این نوع ایراد اغلب روی خطوط لوله ای رخ می دهد که عملیات هات تپ به صورت سایز به سایز روی آن ها انجام می گیرد.
در نهایت باید اشاره کرد همان طور که از تصاویر برمی آید، حین انجام عملیات سوراخکاری و برش گرم محل درگیری مته و کاتر با لوله توسط مایع خنک کننده خنک کاری میشود تا حرارت ناشی از عملیات برش رفع شود؛ سؤال این است که در خصوص عملیات هات تپ در شرایط واقعی، با توجه به این که عملیات در محیطی بسته و فاقد قابلیت دسترسی انجام می شود، فرایند خنک کاری چگونه می بایست انجام شود. پاسخ این سؤال آن است که خنک کاری محل درگیری عملیات را خود سیال درون لوله به انجام می رساند. به عبارت دیگر، جریان سیال حین عبور از خط لوله حرارت نای از عملیات را با خود منتقل کرده و به این صورت از به وجود آمدن محیط قابل احتراق یا اشتعال در محیط کار ممانعت می شود. البته ممکن است با این سؤال مواجه باشیم که اگر سیال دارای دمای بالا بود میزان ریسک عملیات بالا نخواهد بود؟ در پاسخ باید گفت آن چه بیش از دمای سیال اهمیت دارد، جریان سیال است. اگر سیال دارای جریان کافی در امتداد لوله باشد در هر صورت حرارت ایجاد شده در ناحیه عملیات را رفع میکند. اما در صورتی که سیال حاوی فشار بسیار پایین و یا به طور کلی راکد و فاقد هر گونه جریان باشد، بر صحت فرایند هات تپ خدشه وارد خواهد شد. در چنین شرایطی بر اساس استانداردها انجام عملیات قابل توجیه نخواهد بود مگر این که اقداماتی ویژه برای رفع مسئله پیدا شود.




